Copyright © 2006 Manhattan LTD / L.L.C , All rights reserved International copyright laws apply to all content
Spiral Submerged- Arc Welded Steel Pipe
Specification:
Usage: Used for low pressure liquid delivery, such as water, gas, and oil; construction and piling
Standard: API 5L, API 5CT, ASTM A252, ASTM 53, EN10217, EN10219, BS 5950, ASTM A572 , JIS, IS,
Certificate: EN10217, EN10219, API 5L PSL1/ PSL2, API 5CT
Out Diameter: 219.1mm –3048mm
Wall Thickness: 5.0mm-30mm
Length: Up to 70m
Steel Grade:
API 5L: GR A, GR B,
X42,X46, X56, X60,X65,X70 ,
ASTM A252 GR 1, GR 2, GR 3 ,
ASTM A53: GR A, GR B, GR C, GR D ,
BS 4360: Grade 43, Grade 50 ,
EN: S275, S275JR, S355JRH, S355J2H
Surface: Fusion bond Epoxy coating, Coal Tar Epoxy, 3PE, Vanish Coating, Bitumen Coating, Black Oil coating as per customer’s requirement
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield strength, Elongation), Technical Properties (Flattening Test, Bending Test, Blow Test, Impact Test), Exterior
Size Inspection, Hydrostatic Test, X-ray Test.
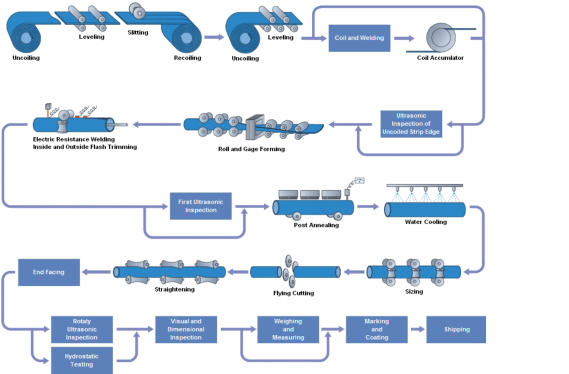
Manufacturing Process:
1. Coil Probe: steel coil into the production line, the first full board Ultrasonic Inspection
2. Leveling Milling: through anvil plate leveling machine so that the original curl, and then pass the two edges
of steel-sided milling machine milling, so that up to the requirements of the plate width, plate edge parallel
groove shape
3. Cut Type: steel production line along the outer edge of the coiled-coil tube
4. welding and cutting: the use of advanced technology for pre double submerged arc welding cutting inside
from the foot of the welding specification welded steel pipe welded outside use, etc.
5. Visual inspection: some basic parameters by a professional technician check
6. ultrasonic flaw: the inner and outer sides of the base metal and weld seam 100% inspection
7. X-ray detection: internal and external welds 100% X-ray television industry checks, the use of image
processing system ensures detection sensitivity
8. Pressure test: hydrostatic testing machine by-root test steel pipe up to the standard requirements
to ensure that the test pressure
9. Chamfer level: steel pipe inspection pipe end processing, up to the requirements of the pipe end beveling size
10. Check: X-rays and then subjected to ultrasonic testing and magnetic particle inspection conducted pipe end,
check whether the deposit welding problems and defects in the pipe ends.
11. Oiled Marking: Qualified oiled steel pipe corrosion and in accordance with user requirements for marking.
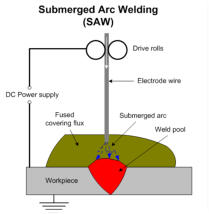
DOUBLE SUBMERGED ARC WELD PIPE:
Double
submerged
arc
welded
pipe
(DSAW)
derives
its
name
from
the
welding
process
wherein
the
welding
arc
is
submerged
in
flux
while
the
welding
takes
place.
Both
inside
and
outside
welds
are
required and are usually accomplished in separate processes, hence the word "double." These separate welds consume a portion of the other resulting in a single high quality weld nugget.br/
DSAW pipe is produced in sizes from 18" through 72" 00 and wall thicknesses from .250" through 1.5".
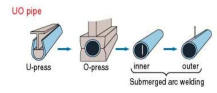
Two
different
processes
are
used
to
manufacture
DSAW
pipe;
the
pyramid
rolls
method,
and
the
U-O-E
method.
The
difference
in
the
processes
is
found
only
in
the
method
of
forming
the
cylinder.
In
the
pyramid
rolls
process
the
cylinder
is
formed
between
3
rolls
arranged
in
a
pyramidal
fashion.
As
the
name
implies;
the
U-O-E
method
uses
a
"U"
press,
and
"0"
press
for
forming.
Other
parts
of
the process such as finishing and inspection are similar. Both processes use flat steel plate as the raw material.
DSAW
pipe
mayor
may
not
be
cold
expanded.
Cold
expansion
is
a
process
where
the
pipe
is
expanded
(up
to
1_5%)
to
obtain
its
final
00
dimension.
In
the
process,
a
gain
of
yield
strength
results.
Expansion is most often utilized in a U-O-E mill due to the need to recover the yield strength lost during forming in the "0 press, DSAW pipe is available in the following grades:
ASTM A134, A139, A252, A671, A672, A690, A691, CSA (Canadian) - Z245.1 and custom specifications. API 2B, 5LB, 5LX-42 thru 5LX-80
DSAW
pipe
is
normally
produced
in
double
random
lengths
with
square
ends
or
beveled
for
welding.
It
is
usually
furnished
bare
but
varnish
is
also
offered.
A
wide
range
of
external
coatings
and
internal
linings
are
available
with
DSAW
pipe.
These
include
fushion
bond
epoxy
(FBE)
coatings
and
thin
film
epoxy
linings.
DSAW
pipe
is
used
in
high
pressure
gas
and
oil
transmission
lines
(both
onshore
and
offshore),
structural
members
and
pipe
piles.
Major
purchasers
include
liquid
and
gas
transmission
companies,
hammer
companies,
construction
contractors,
platform
fabricators,
government agencies and pipe distributors.
SPIRAL WELD PIPE:
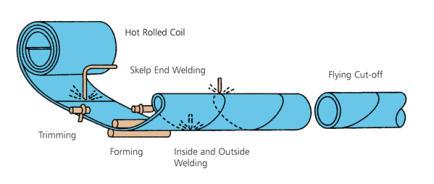
Spiral Weld Pipe, as the name implies, is a steel pipe which has a seam running its entire length in a spiral form.
In the past, due to the method of manufacture, Spiral Welded pipe was relegated to low pressure and structural applications.
With the development of the Submerged Arc Welding process, the production of large hot rolled coils of sufficient width and the
development of dependable non-destructive testing methods, it is now possible to produce Spiral Weld pipe for high pressure service.
Present Spiral Weld mills consist of a de-coiling device (in the case of strip base material) or a plate preparation table (where the base
material is in plate form) a strip connecting welder, straightening rollers, edge preparation tools (shearing and trimming), prebending
devices, a three roller bending and cage forming system, an internal welder, an external welder (both Submerged Arc), ultrasonic testing
apparatus
and
cutting
devices.
The
material
passes
through
all
these
production
stages
continuously.
The
angle
between
the
flat
strip
being
I
fed
into
the
machine
and
the
finished
pipe
leaving
the
machine controls the pipe diameter in ratio to strip width and the angle of the weld in the pipe.
Because
of
the
method
of
manufacture,
a
wide
variety
of
diameters
can
be
produced.
The
diameter
tolerance
is
small,
particularly
with
regard
to
ovality;
and
the
pipe,
due
to
its
axial
symmetry,
has
an
inherent
straightness.
The
length
range
is
infinite
and
is
controlled
only
by
the
economics
of
transportation.
Spiral
Weld
Pipe
is
used
for
dredging,
slurry,
water
and
other
pipelines,
as
well
as
piling
and structural applications. Spiral Weld Pipe is produced in accordance with the dimensional and tolerance requirements of various ASTM, AWWA, and API Specifications.
SSAW Steel Pipe

Manhattan Trading LTD / L.L.C